As Sheet Metal Stock Thickness Increases The Clearance Between Punch And Die Should
Solved Question 40 2 5 Points As Sheet Metal Stock Thic Chegg Com
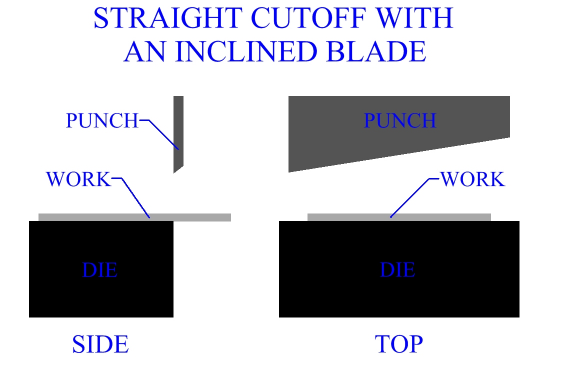
Sheet Metal Cutting Tri State Fabricators

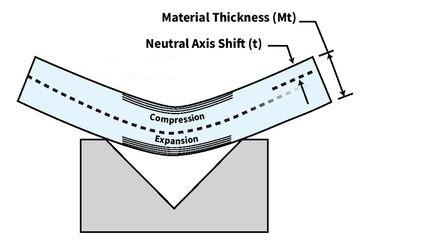
Bending Basics The Hows And Whys Of Springback And Springforward
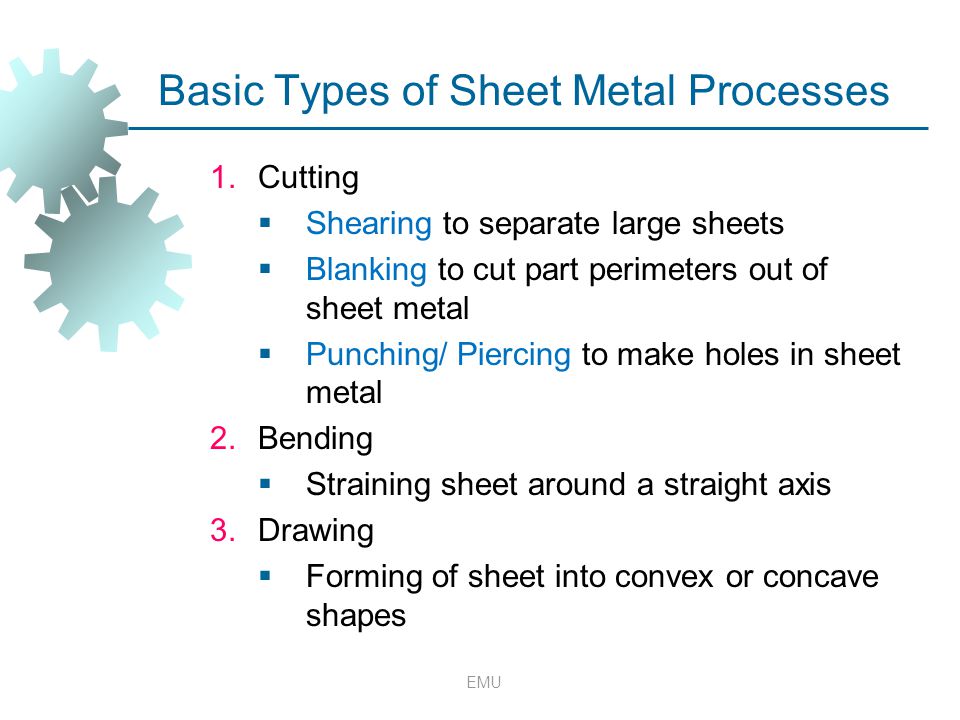
Sheet Metal Forming Lecture 6 Emu Ppt Video Online Download
Deep Drawing Of Sheet Metal
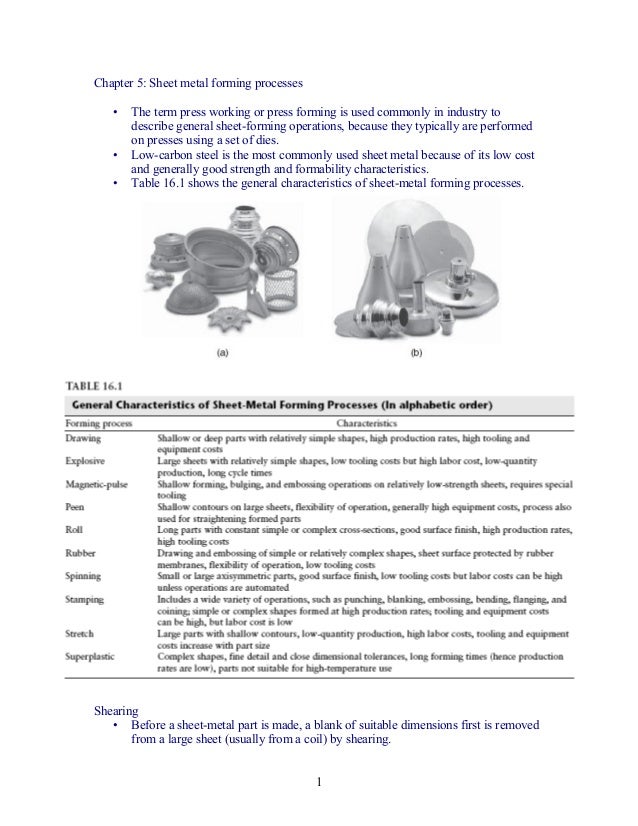
Chapter5 Sheet Metal Forming

Min service life of dies.
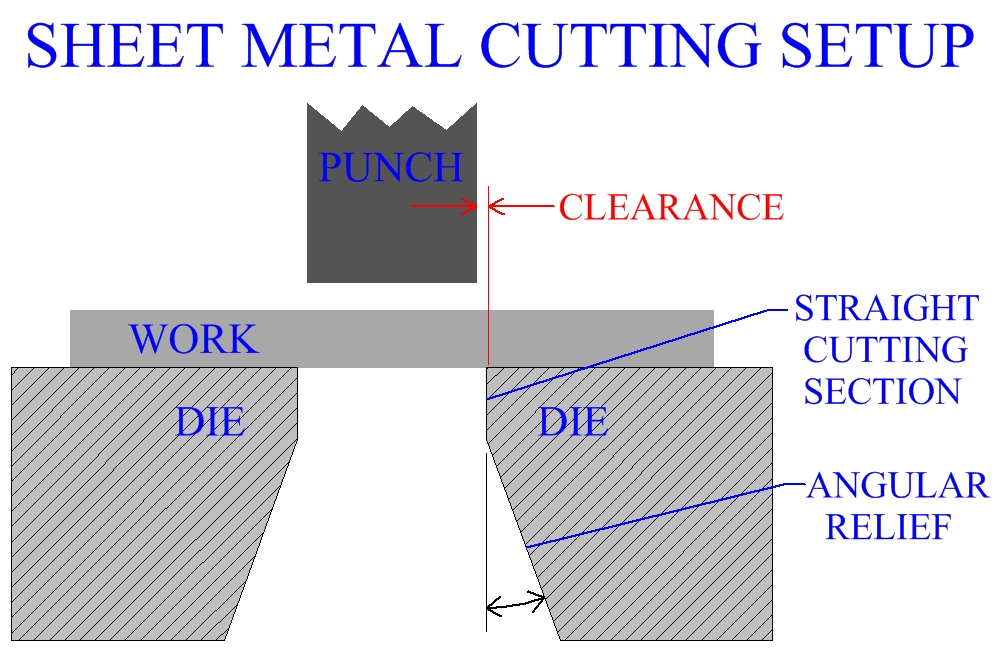
As sheet metal stock thickness increases the clearance between punch and die should. 20 25 long service life of dies. This provided an acceptable burr height and slug control. The greater the sheet metal thickness the higher the clearance value should be. Determine the punch and die clearance by experience.
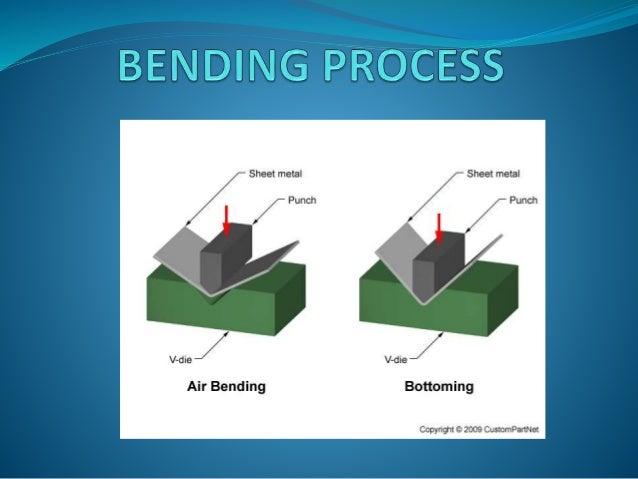
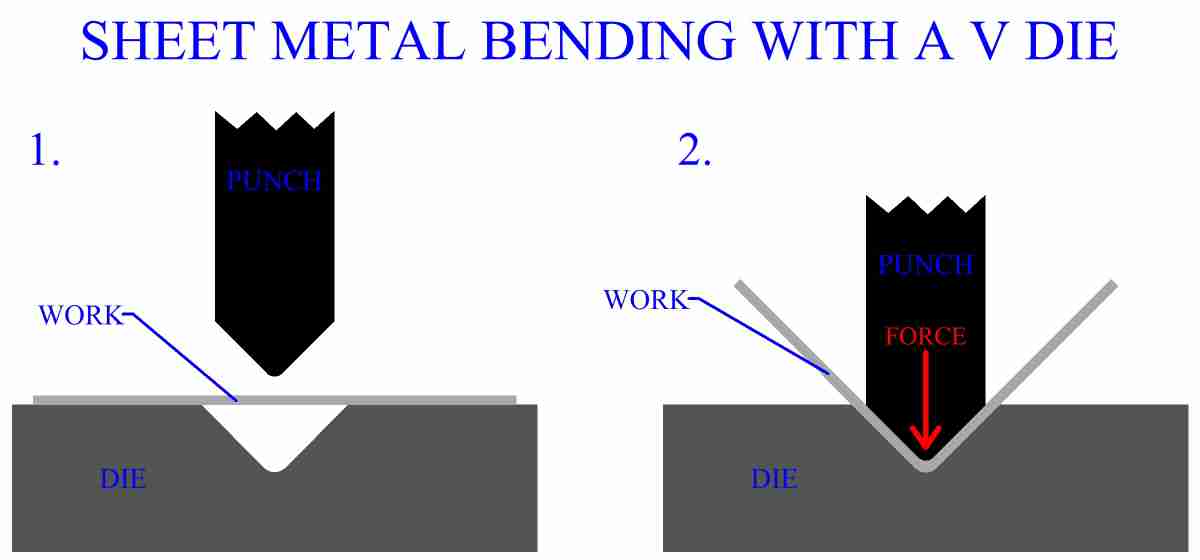
The bend angle is determined by the depth that the punch forces the sheet into the die. Generally typical values span from 3 to 8 of sheet thickness. 16 6 as sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be a decreased b increased or c remain the same. Next make sure you have the correct die clearance for the material type and thickness you re punching see figure 2.
A large factor is the type of work material and its temper. As sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be a decreased b increased or c remain the same. This adds stress to the sheet and increases distortion. Increased 16 7 a circular sheet metal slug produced in a hole punching operation will have the same diameter as the a die opening or b punch.
The press brake contains an upper tool called the punch and lower tool called the die between which the sheet metal is placed. A circular sheet metal slug produced in a hole punching operation will have the same diameter as a the die opening or b the punch. B be increased a round sheet metal slug produced in a hole punching operation will have the same diameter as. As sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be a decreased b increased or c remain the same.
A long time industry rule of thumb used by die makers for the clearance between the punch and the die button is 5 of the stock thickness per side. This depth is precisely controlled to achieve the required bend. B a circular sheet metal slug produced in a hole punching operation will have the same diameter as a the die opening or b the punch. 30 table 1 recommended die clearance table.
The percentage of the die clearance to the material thickness. As sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be increased a circular sheet metal slug produced in a hole punching operation will have the same diameter as the. As sheet metal stock hardness increases the clearance between punch and die should. In manufacturing industry there is a range of optimum values for specific processes clearances may span from 1 to 30 of sheet thickness.
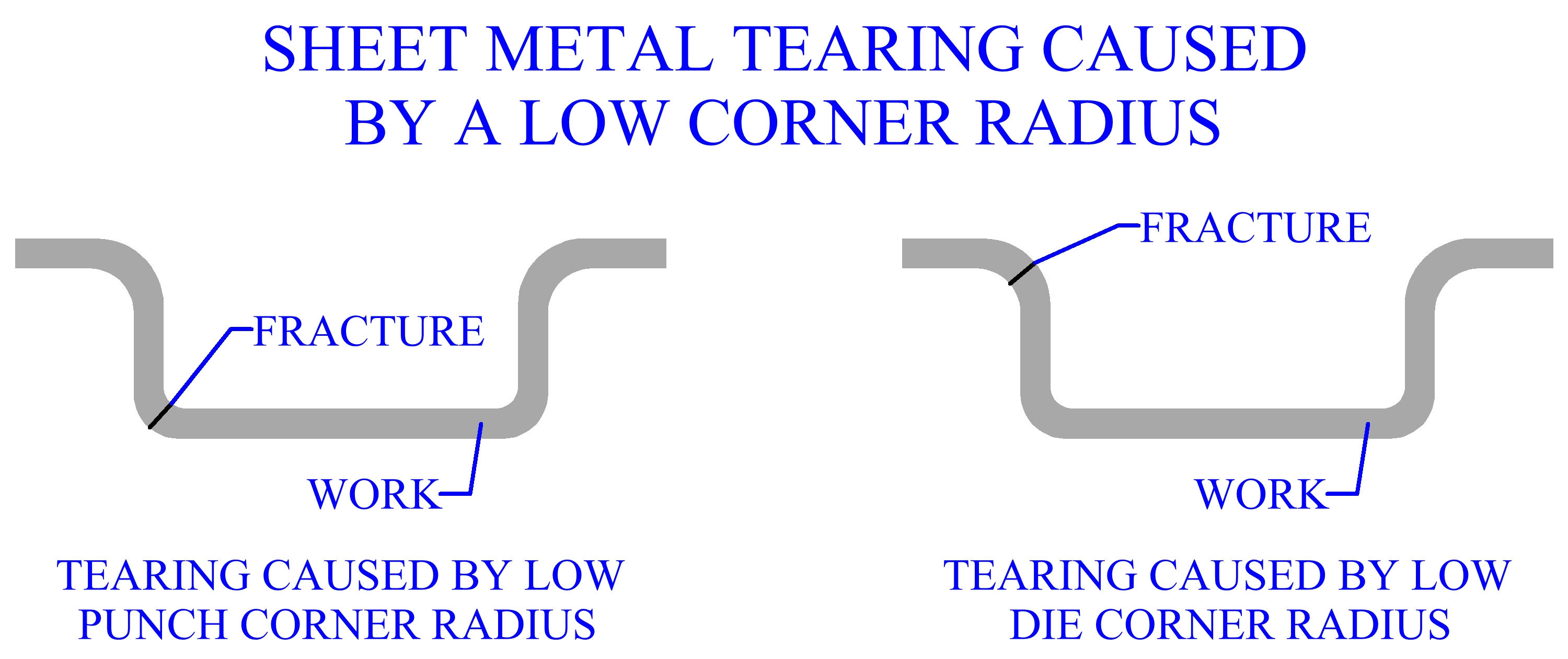
If you have too much clearance the material will stretch before the material fractures to produce the slug.

Forming On The Modern Punch Press Sheet Metal Fabrication S Swiss Army Knife

Friction Spinning Principle Behind The Sheet Metal Forming Process Download Scientific Diagram
Sheet Metal Bending
Sheet Metal Cutting
K Factors Y Factors And Press Brake Bending Precision
Sheet Metal Working Processes Ppt Download

How To Control The Warping Of Parts In Thin Sheet Metal Fabricating And Metalworking
06 Sheet Metal Forming

A Review On Factors Affecting The Sheet Metal Blanking Process

Bend Allowance Sheetmetal Me

Pdf Study On Effects Of Spring Back On Sheet Metal Bending Using Simulation Methods
Bendworks The Fine Art Of Sheet Metal Bending
Characteristics Of Metals Important In Sheet Forming Ppt Video Online Download
Sheet Metal Processing Ppt Video Online Download

Sheet Metal Design Guide Geomiq

Sheet Metalworking Cutting Operations Bending Operations Drawing Ppt Video Online Download

Pdf Recent Developments And Trends In The Friction Testing For Conventional Sheet Metal Forming And Incremental Sheet Forming

Rolled Sheet An Overview Sciencedirect Topics
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcstma L Bevhbpa F H4vb51how0nqlosgwjjyoazxvd4kwtdb7 Usqp Cau
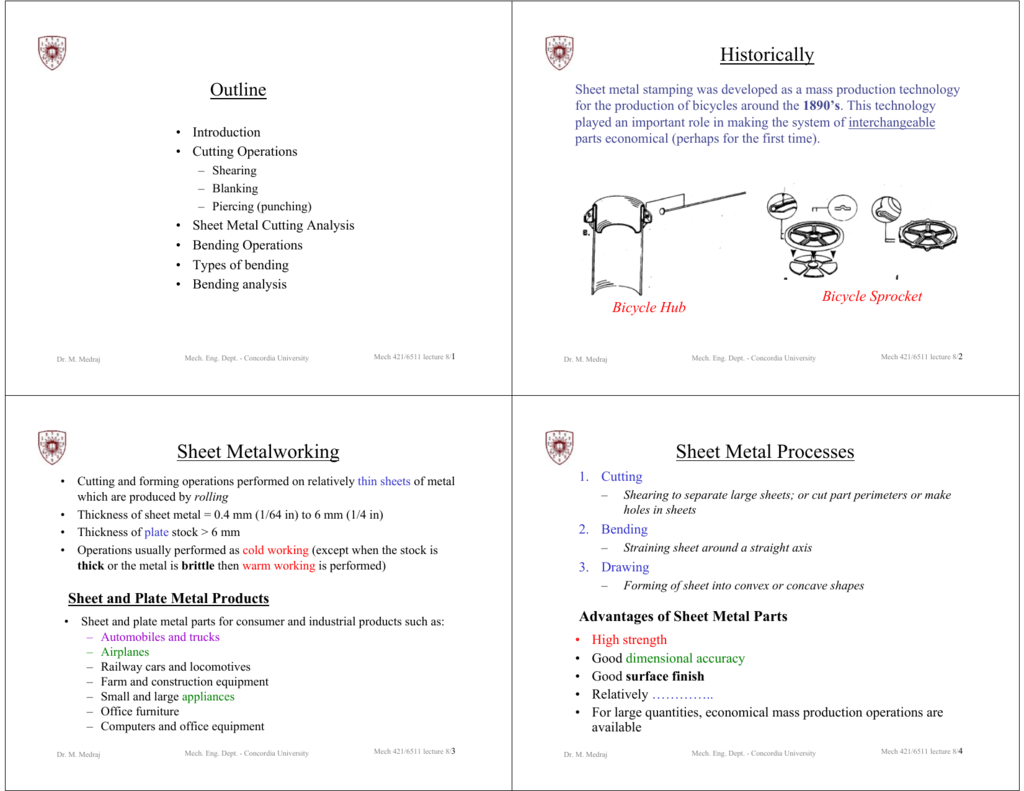
Historically Sheet Metalworking Sheet Metal Processes
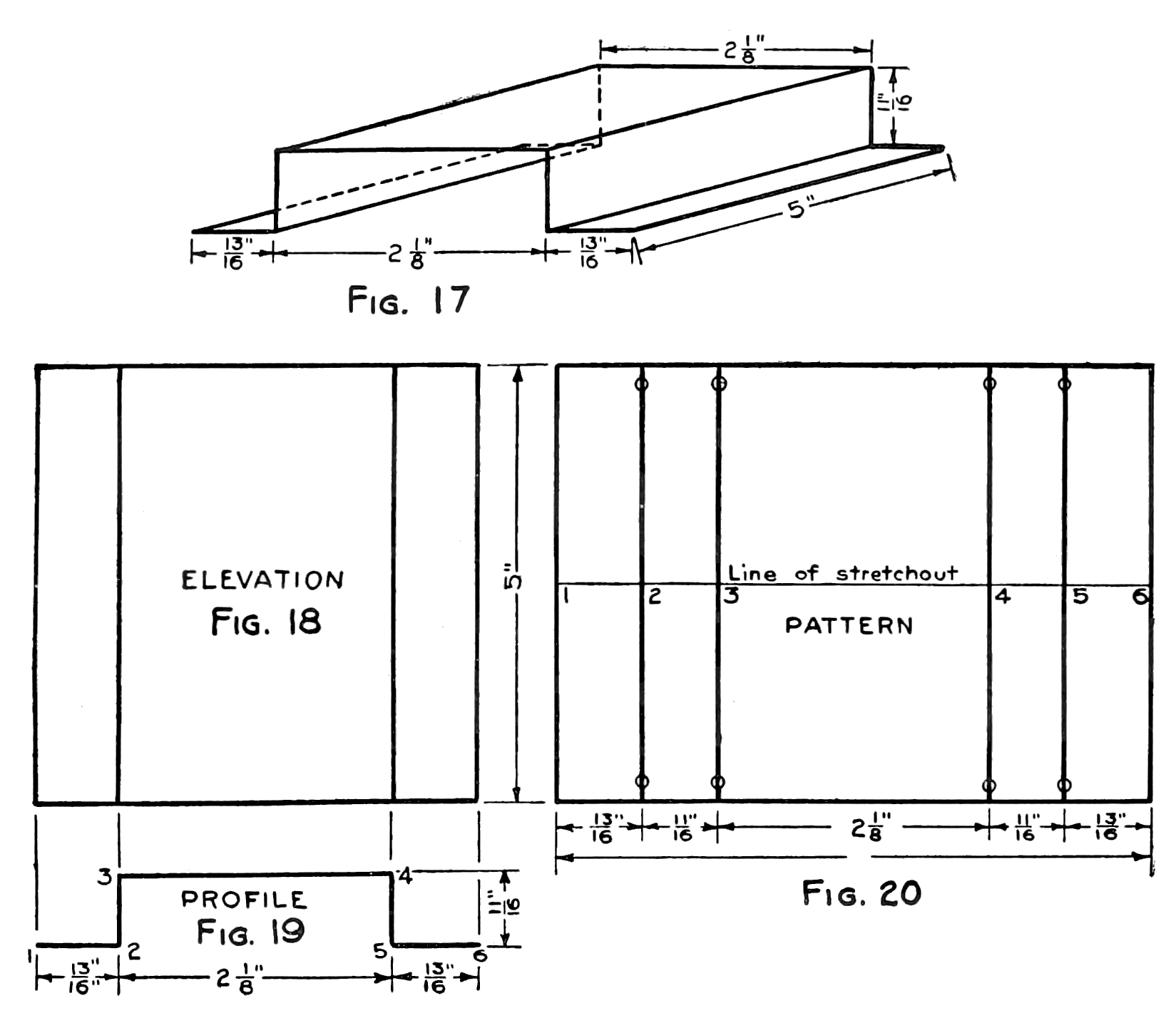
Sheet Metal Drafting Chapter 1 Wikisource The Free Online Library
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Sheet Metal Fabrication Basics 7 Strategies For Punching Success
Effect Of Punching Die Angular Clearance On Punched Hole Quality Of S275 Mild Steel Sheet Metal Request Pdf

Sheet Metal Thickness An Overview Sciencedirect Topics

Sheet Metal Folding Evolves
Cnc Punching Design Tips

Pdf A Review Paper Onforming Process Of Perforated Sheet Metal

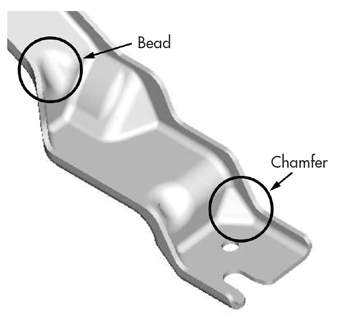
Harsle Blog What Sheet Metal Shops Wish You Knew Hems Jogs And Forming Tools

Pdf Bending Force And Spring Back In V Die Bending Of Perforated Sheet Metal Components
Forging And Sheet Metal Forming
Audsgyp8mg989m
Metals Free Full Text Recent Developments And Trends In Sheet Metal Forming Html

Heavy Duty Sheet Metal Punching With The Modern Mechanical Punch Press
Pdf Review On Finite Element Analysis Of Sheet Metal Stretch Flanging Process

Pdf About The Sheet Metal Testing By Hydraulic Bulging
U4 P4 Sheet Metal Operation

Pdf An Expert System For Process Planning Of Sheet Metal Parts Produced On Compound Die For Use In Stamping Industries
Sheet Metal Forming Processes Ppt Video Online Download
Pdf Measuring Stress Strain Curves To Large Strains On Sheet Metal

Sheet Metal Shearing Bending Harsle Machine
Sheet Metal Forming Processes And Die Design Vukota Pages 201 240 Text Version Fliphtml5